

友发代理 甘肃品质钢管供应商财富热线️:
0931-2583155、2564032、6681568
18993081575(同官方微信)
李经理:17393161003
李经理:17352253111
防腐保温负责人:韩总
电话:13321339719
邮箱:909372471@qq.com
网址:www.lzjhwz.com
地址:甘肃省兰州市皋兰县久和建材市场1A01库房、A15—16库房
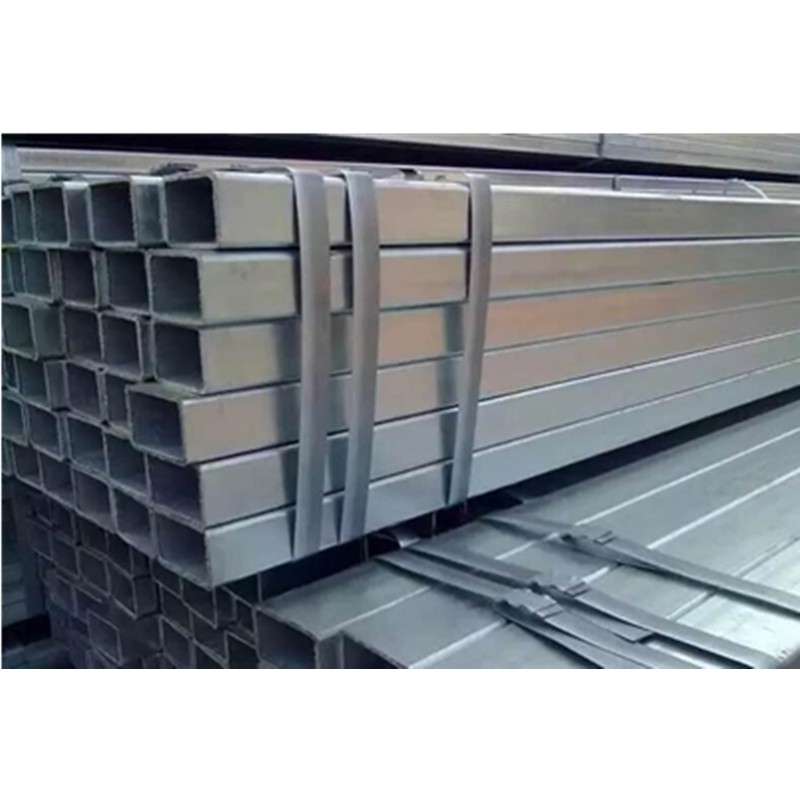
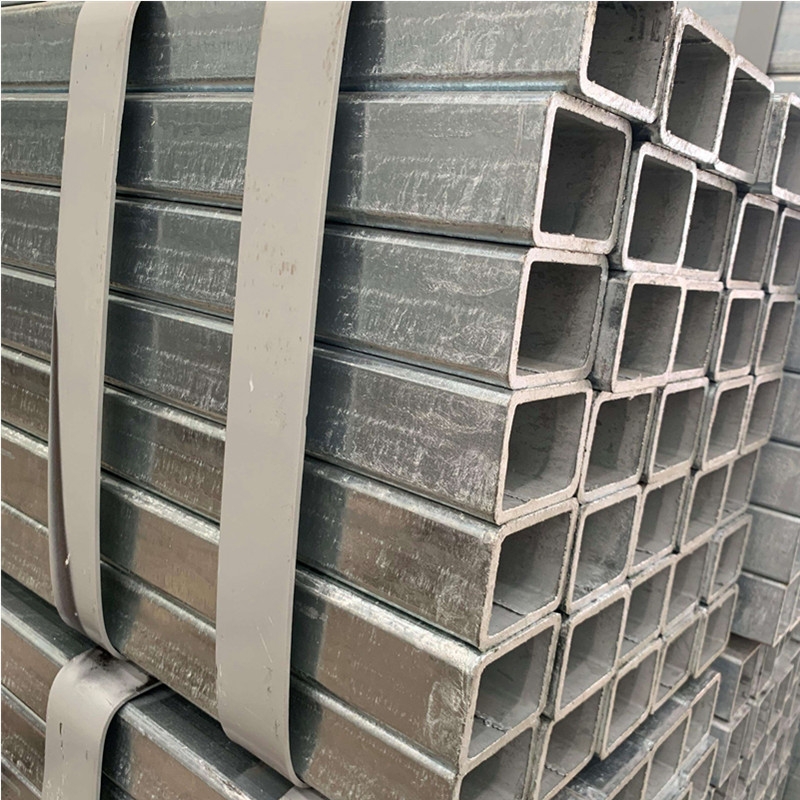
热镀锌方管在淬火时将会出现一部分波浪形,具体表现为正中间浪和边浪,少量二肋浪。这类缺陷一般与成品检验质量、柴油发电机炉底辊毁坏水准、升温和致冷时的电焊焊接地应力等因素有关。我们兰州钢材小编整理了以下防范措施来进行避免:

(一)依据提高控工业冷风机的心输出量,依据提高快工业冷风机的输出功率来进行调整。
(二)在热镀锌方管生产过程中,依据高低型号规格调整和炉内气氛控制减少结瘤磨辊的时间,从而减少碳套辊的整体毁坏。倘若这时候还出现碳套辊整体毁坏边浪,则是碳套辊超期服役造成的。
(三)为消除两侧边浪,减少热镀锌方管热轧带钢边沿N2进到量,提高二肋N2进到量,将控冷挡板的占有率由原来的2-5-9-5-2调整为1-6-9-6-1。
(四)一切正常情况下,连退炉内热轧带钢承受力根据热轧带钢型号规格计算设定,规范是保证热轧带钢的稳定运行。承受力过小,伤害纠偏装置辊的纠偏装置专业能力,不能保证热轧带钢在炉内内正中间运行的轨迹,使热轧带钢在炉内内方向跑偏,情况严重时造成刮边。成品检验出现不平度为1.5%的浪形时,炉内张力尽量减少。
(五)生产加工时要使炉子两侧烧嘴引燃的数量一致且遍及对称,根据车内仪表盘显示和火焰颜色调整引燃状况,使热镀锌方管热轧带钢在无氧化炉内升温均匀,以防止导致升温浪形。
(六)碳套的运用周期根据生产加工型号规格和型号规格可以有一定区别,生产加工型号规格越高,碳套运用周期越少;生产加工型号规格越窄,碳套运用周期越少。兰州镀锌方管厂家建议低中型号规格连退淬火柴油发电机碳套运用周期为4-6个月。

(七)保证碳套辊与热镀锌方管钢表带的同步性。在设定炉辊速度时,要充分考虑热轧带钢的热形变,根据相符合炉段的不一样温度进行炉辊的速度赔付,使每根炉辊的速度都和相对性的热轧带钢速度一致,以减少炉辊和热轧带钢速度不一样歩造成的炉底辊毁坏。



 甘公网安备 62012202000273号
甘公网安备 62012202000273号