

友发代理 甘肃品质钢管供应商财富热线️:
0931-2583155、2564032、6681568
18993081575(同官方微信)
李经理:17393161003
李经理:17352253111
防腐保温负责人:韩总
电话:13321339719
邮箱:909372471@qq.com
网址:www.lzjhwz.com
地址:甘肃省兰州市皋兰县久和建材市场1A01库房、A15—16库房
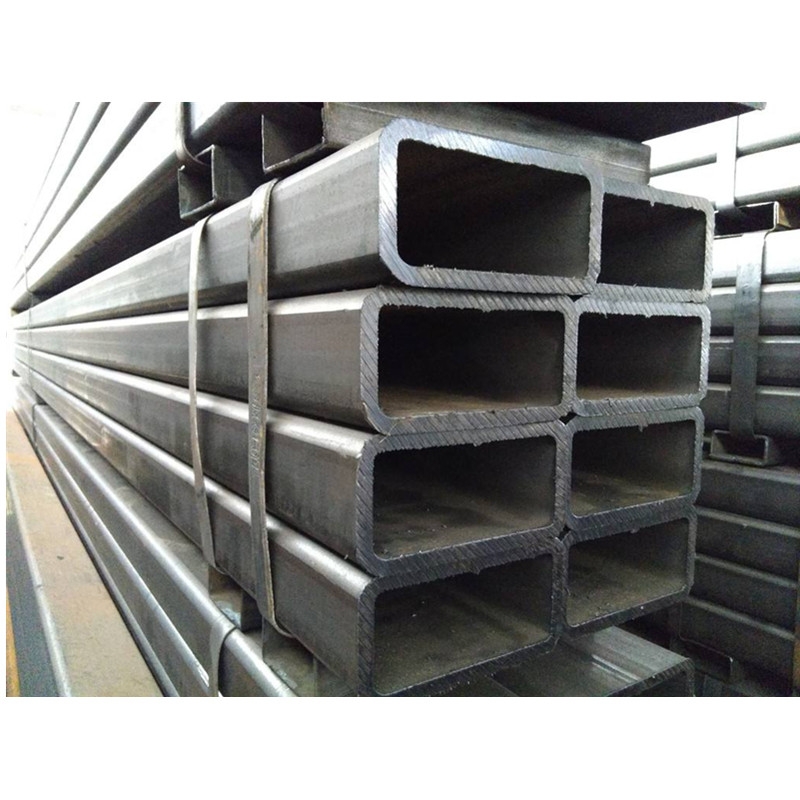
今日小编为您解读方矩管的加热水平,适合的温度控制才可以制造出品质扎实的环境卫生级圆钢管,温度控制这一阶段在方矩管的制造时十分关键的。今日兰州方矩管小编就跟大伙儿聊一聊制造方矩管必须把握的温度控制技术加工工艺问题:

方矩管由电磁感应线圈样子及电磁感应线圈与芯棒头相对性部位立即操纵。电磁感应线圈样子是关键要素,温度测量方法为移动式远红外线测温仪和手拉式远红外线测温仪紧密结合。溫度遍布是一个关键的加工工艺主要参数。电磁感应线圈与芯棒头相对性部位是主次要素。溫度沿芯棒头径向遍布规律性为低、中、高、中,溫度沿芯棒头轴向遍布规律性为低、中、高。加热溫度高,冲压弯头壁厚扩大推制D508mm36mmR=762mmA=50mmWB36钢的实验溫度
先摆脱芯轴的端口号,横截面不圆度降低20mm即推制速率减少,溫度上升,与磨具迎合特性提高。1因为横截面不圆度大,选材时可适度减少胚料的直徑,D/Dp=1.331.402环境卫生级不锈钢板因为冲压弯头横截面不圆度大及內外弧进给量不匀称,芯棒头设计方案时可把扩径形变段45°改成50°,整形美容段20°改成15°,并把扩径形变段45°内的b/a值增加,即b/a=1.061.103为确保适合的夹角R值,推动速率≤1000δ/2D所述规格型号的WB36弯管的推制速率3538mm/minA335P22弯管的推制速率2022mm/min芯棒头整形美容段夹角Rx=1.06
推制速率每分加速15mm夹角增加50mm即推制速率加速,夹角增加。推制速率每分加速15mm加热溫度减少后,壁厚减薄3mm即加热溫度减少,缩小量少,推制速率加速,缩小量少;先摆脱芯轴的端口号横截面不圆度增加5mm即溫度减少,与磨具迎合特性减少。推制速率加速9mm/min夹角增加84mm即推制速率加速,夹角增加。推制速率加速,加热溫度上升,壁厚减薄5mm即加热溫度上升,缩小量扩大推制速率加速,缩小量少。

推动速率对推制弯管几何图形样子的危害推动速率做为一个关键的加工工艺主要参数,由液压传动系统总流量调整立即操纵。推动速率的明确标准是弯管内腔主压地应力低于原材料再此溫度下的屈服极限,环境卫生级不锈钢弯头表面延伸率低于原材料再此溫度下的延伸率。材料中频指数、导磁率及高频输出功率大,推动速度更快。推动速度更快,生产效率提升,但推制弯管的厚度减薄率扩大。方矩管冲压弯头的检验結果及推制弯管用涂层测厚仪检验了外弧、侧弧和内弧壁厚,用服务平台画线方法检验了夹角、端口号横截面直徑和长短进给量。以上信息内容由兰州钢材小编为您梳理,期望对您有一定的协助,欢迎来电咨询方矩管价格。
友发代理 甘肃品质钢管供应商财富热线:
0931-2583155、2564032、6681568
18993081575(同官方微信)
李经理:17393161003
李经理:17352253111
传 真:0931-2583155
邮 箱:909372471@qq.com
保温防腐加工联系方式:
韩总:13321339719
地 址:甘肃省兰州市皋兰县久和建材市场1A01库房 、A15—16库房






 甘公网安备 62012202000273号
甘公网安备 62012202000273号